 中文
中文 英文
英文
原料药包装机
- 广州迈驰原料药包装机生产厂家,适用于5kg/10kg/25kg/50kg多种重量的自动化包装,该设备可实现自动称量、自动上袋、自动缝包、不需要人工操作。
店铺主推品 热销潜力款
公司服务:提供送货上门、安装调试、上岗培训等服务
发布时间:2024-06-29 10:26:25
更新时间:2024-11-18 11:36:16
发货地址:广东省广州市

放心购
相关资讯
相关产品
店铺主推品 热销潜力款
公司服务:提供送货上门、安装调试、上岗培训等服务
发布时间:2024-06-29 10:26:25
更新时间:2024-11-18 11:36:16
发货地址:广东省广州市
品牌 迈驰包装机械
自动化程度 全自动
设备型号 MCSJ-LLB-25K
适用尺寸 5-50kg
包装速度 1.5-2包/分钟
计量精度 ≤±0.1-0.2%
电 源 380V
售后服务 质保一年,终身维护
是否定制 支持非标定制
工艺流程 物料提升-自动计量-自动包装-重量检测-自动开箱-自动装箱-封箱捆扎-自动码垛
原料药的生产和包装对于药品安全至关重要。原料药包装机作为现代制药行业的核心设备之一,不仅能提升生产效率,还能确保药品包装的质量和安全。本文将介绍原料药包装机的关键特点、应用场景以及选择设备时的注意事项。
该设备可实现自动计量,自动上袋、自动充填、自动热合缝包一体等一系列工作,不需要人工操作。节省人力资源,降低长期成本投入。也可与其它配套设备完成整条流水线作业。主要用于农产品、食品、饲料、化工行业等,如玉米粒、种子、面粉、白砂糖等流动性较好物料的包装。
称量机采用单立式螺杆给料,由单螺杆构成。螺杆由伺服电机直接驱动保证计量的速度和精度。工作时,螺杆根据控制信号旋转供料;称重传感器和称重控制器进行称重信号的处理,并输出重量数据显示及控制信号。
原料药包装机广泛应用于制药企业的生产线上,特别是在以下场景中表现突出:
大规模药品生产:适用于需要大批量高效包装的制药工厂和药品生产基地。
特殊药品包装需求:能够应对各种特殊药品的包装要求,如高精度药品、易挥发药品等。
选择适合的原料药包装机需要综合考虑以下因素:
生产需求:根据企业的生产规模和药品种类选择合适的包装能力和速度。
技术规格:了解设备的技术参数,如包装速度、精度、符合GMP要求的能力等,确保能够满足药品生产的严格要求。
售后服务和支持:选择有可靠的售后服务和技术支持的供应商,确保设备长期稳定运行,并能及时响应和解决问题。
原料药包装机通过其高效、精确和符合GMP要求的包装能力,成为制药行业提升生产效率和保证药品安全的关键设备之一。在选择和应用这类设备时,了解其特点和应用场景,将有助于企业提升制药流程的效率和质量水平。
咨询:原料药包装机
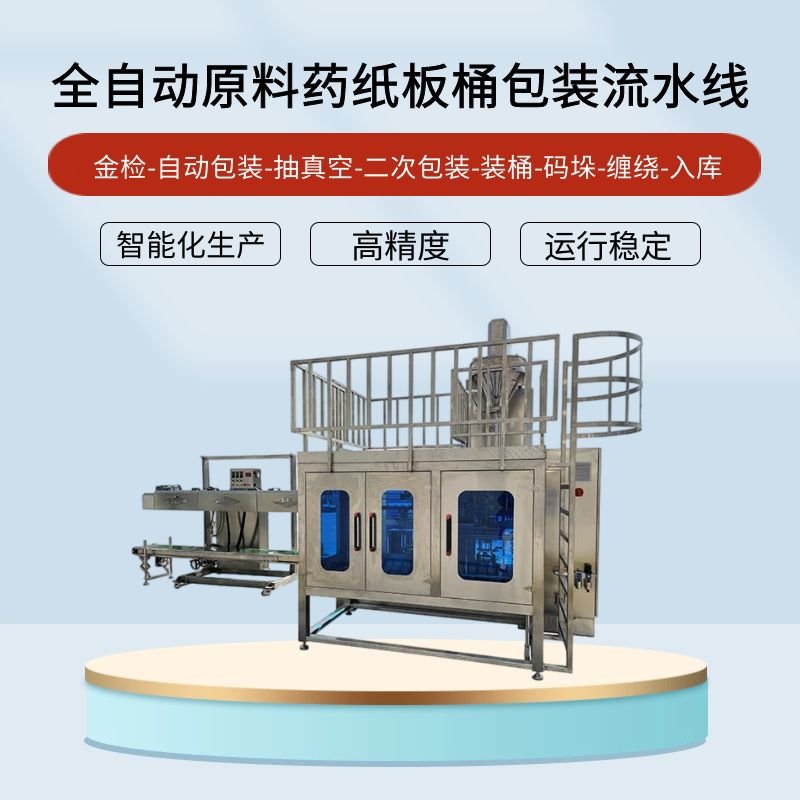
上一篇:全自动原料药纸板桶包装机
下一篇:原料药自动包装机

提供专业有效的包装设备解决方案
产品中心
迈驰集团
新闻资讯
网站地图
联系我们
Copyright © 2014-2022 广州迈驰包装设备有限公司 版权所有
 粤公网安备 44011302004150号
粤公网安备 44011302004150号









 13902302343
13902302343
